


by Masazumi Hara, Technical Division, Satake
First published in Milling and Grain, April 2015
The very first optical sorter for the rice milling industry in Japan was introduced on a trial basis in the early 1960s. As far as records show, it was a European sorter of small capacity with only three channels. This optical sorter did not become widely used in the Japanese rice milling industry for two reasons – the purchase and running costs were high, and the market requirement was low. The 1960s were a period of very rapid growth in Japan.
Demand for rice exceeded supply, mainly due to poor logistics, and discolored rice was not an issue at the time. In the late 1970s, the demand-and-supply balance of rice was reversed and the supply exceeded the demand. The Government restricted the use of agrichemicals and controlled rice production. As a result, areas of fallow paddy field increased. Grass invaded even areas still under cultivation, and pests increased, causing rice discoloration. In the meantime, grass seeds often contaminated harvested rice due to insufficient weeding. Japanese rice mills began to require optical sorters.

In response to the demand from Japanese rice mills, Satake started working on the development of optical sorters in 1978 and released the first one in 1979. It was a 10-channel monochromatic optical sorter using photo diodes. Subsequent models had greater and greater capacity, reaching 30 channels by 1981 and 80 channels by 1986.
Originally used in large-scale rice mills, optical sorters are now used by even quite small rice retailers. In 1993, Satake optical sorters obtained a new camera – a charge-coupled device (CCD) with near infrared (NIR) capability, which made it possible to identify and reject tiny specks and inorganic particles of the same or similar colour to the product rice kernels and which conventional sorters could not remove. Machine size was also increased to 160 channels.
In 1994, Japan experienced its worst ever crop of rice, and decided to import rice. Since this was an emergency measure, and the diffusion rate of the optical sorters used in the countries sending the rice was relatively low, the rice imported into Japan contained a lot of discolored and foreign materials, which did not meet consumer demands in Japan. Rice exporters overseas who wished to sell rice to Japan introduced optical sorters to ensure their rice quality met market requirements; those rice mills inside Japan that milled imported rice did likewise. Indeed, rice exporters would make the point that a Japanese machine had sorted their rice, thereby guaranteeing the quality of their rice.

In the same year, the Japanese Food Control Act was revised and the market demand for quality rice became stronger. These two events helped the spread of optical sorters in the rice milling industry. Today, optical sorters sort almost all rice distributed in Japan, and rice in Japan is safe and reliable, without contamination by foreign materials such as glass or stones, and beautifully white.
In recent years, due to the exponential advances made in information-communication technology (ICT), the performance of optical sensors has improved and processing units have been highly integrated and accelerated. It is the home appliance industry that is leading technical advancement. Satake adopted these technologies to optical sorting, making it possible to provide high performance optical sorters at a relatively low cost. Moreover, ‘smartification’, as it is known, makes it possible to provide intuitive and user-friendly operating systems and real-time service in optical sorters.

The Satake range of optical sorters
Today, demands for optical sorting are diversified in material and in variety. Optical sorters are expected to discriminate defective grains and particles not only by contrast, but also by the difference in actual colour. Satake have developed optical sorters that are equipped with full colour cameras to meet customer demand and in a quest for new applications. Originally for rice, cereals and beans, the applications are now becoming infinite.
Compared with conventional monochromatic or bichromatic optical cameras, the full colour camera can gather a large amount of information, which is better for identifying defectives from the product, but requires a large data processing capacity and the skills to determine the threshold (or sensitivity). To solve difficulties in determining the threshold, it is necessary to install an easy-to-operate interface to optical sorters.

Satake offers a series of optical sorters, which are fitted with an easy-to-operate interface, called ‘Satake Smart Sensitivity’, and this software has made it possible to sort a wide range of materials. By having a variety of optical sorters in response to diverse market requirements, not only current users but also new customers in emerging markets can enjoy the benefits of optical sorting. In addition, those optical sorters can have a ‘real-time shape sorting’ function installed which discriminates defectives not only by the difference in colour, but also by difference in size, length or ellipticity (or flatness).
Satake offers five types of full colour sorters – the RGBS, REZS, FMS, CS and Evolution RGB series, all of which are of the chute type. The RGBS is a large-capacity premium series, which has a robust, enclosed, and hygienic body. It has a high sorting performance (throughput, efficiency and yield). The REZS is a middle-capacity and middle call sorter which has simple mechanisms in a heavy-duty frame. It is open-structured for greater ease of maintenance. The FMS is a small-capacity, movable sorter for entry users. It emphasises cost-effectiveness and usability as well as general versatility.


Cost, weight and productivity are duly considered, and the materials and processing methods are highly optimized for mass production. Another premium sorter that Satake has developed is the Evolution RGB. The difference between the RGBS and the Evolution RGB is the light source. Whilst the RGBS uses a light white LED light source, Evolution RGB employs a full color LED light source, the intensity of which can be readily adjusted. By adjusting the light intensity properly, output from the full color camera can be natural like human vision. The FMS and Evolution RGB series have better access to the optical section for maintenance, because the front optical module can be turned (in the Evolution RGB) or lifted (in the FMS series).
In addition to these 4 chute types, Satake also offer belt type full colour optical sorters.
 |
| Colour distribution in two dimensions |
DON reduction in wheat flour using optical sorters
A typical fungus causing Fusarium head blight on plants of the wheat family is Fusarium graminearum and the main toxin this organism produces is Deoxynivalenol (DON). Fusarium fungus also produces Nivalenol (NIV), believed to be of stronger acute toxicity than DON.
It is necessary to reduce DON and NIV to prevent health damage by removing Fusarium-damaged wheat kernels as well as by applying proper agrichemicals or treatments.
In 2009, Satake conducted trials to remove Fusarium-damaged wheat kernels and performed quantitative analyses for DON and NIV reduction using a full colour belt sorter (Model Name : CS300) which employed visible light, and an optical sorter (Model Name: RMGS) which used a near-infrared light range greater than 1400nm, both of which are made by Satake.
 |
| Colour distribution in three dimensions and threshold |
Chalky wheat kernel sorting
Generally, wheat is distributed to the consumer after it is milled into flour. For this channel of distribution, the major objectives in sorting are to remove dark and green wheat kernels, skins (bran) of the same colour as wheat flour, and impurities such as stones and straw. This application requires large-capacity optical sorters.
But in India, where wheat consumption is the third greatest in the world, wheat is distributed as grain and consumers tend to mill the wheat grains into flour at home when they need it. For this reason, they have very high standards for the appearance of the wheat kernels. Unwanted chalky kernels will be removed by optical sorting.

As shown in Figure **, chalky wheat has a similar appearance to chalky rice. Whilst sound kernels look translucent, chalky kernels look cloudy due to the loose composition of carbohydrate (starch cells) in their cores. It is difficult to sort chalky wheat kernels from sound wheat kernels using a conventional white light source. To sort chalky wheat kernels from sound wheat kernels, a special light source of a longer wavelength ranges and which has relatively high energy is required from among the visible light wavelength band.
The latest optical sorting technology
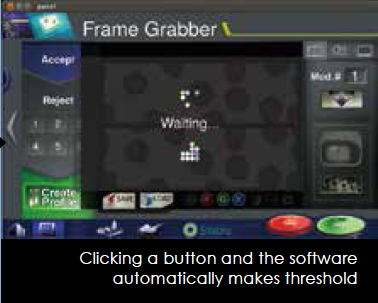
‘Satake Smart Sensitivity’ - easy-to-operate interface
As previously described, full colour cameras mounted in Satake optical sorters can gather a vast amount of colour information from the three dimensional colour spaces. The signal processing algorithm must, however, be simple so that it can process a vast amount of colour information instantly and in real-time. A traditional monochromatic camera produces 256 colours. A conventional bichromatic camera produces 65,536 colours (256 x 256 – 256 times more than the monochromatic camera). A full color camera produces 16,777, 216 colours (256 x 256 x 256 – 65,536 times more than the monochromatic camera, and 256 times more than the bichromatic camera).

The interface that Satake recommends is ‘Satake Smart Sensitivity’ which can process the data of 16,777, 216 colours provided by a full color CCD camera instantly and create a threshold automatically. This system creates an optimum threshold to discriminate defectives, simply by capturing images of products and defectives. This system automatically applies statistical processing based on the colour information supplied by full colour cameras.
Typical optical sorter applications reject defectives by contrast or by colour information. Satake has added a new function to optical sorters to reject defectives by shape information such as size, length and ellipticity (or flatness).
This algorithm makes it possible to discriminate split or broken materials or immature kernels, crushed or deformed materials, as well as impurities which have the same colour and chemical components but are different in shape from the products. The latest Evolution RGB boasts a high performance shape recognition algorithm that can identify every single piece of the material without reducing throughput.
Optical sorting can sort deformed materials to give a higher yield compared to other physical sorting equipment, such as revolving screens etc. This technology opens the possibility to replace conventional physical cleaning and grading machines with optical sorters, which are compact, hygienic, maintainable and economical in operation.
Future perspective
Optical sorters are widely used in the food industry and on the manufacturing premises of industrial products, and their applications are wide-ranging. Particularly as a technology to recover specific materials from batches of waste materials mixed with various kinds of metals and plastics, leading toward the establishment of a recycling-oriented society. Mazda and Nissan, two major Japanese automobile companies, have been using Satake optical sorters for car bumper recycling since 2003 and 2011, respectively.
Previously, the sensing technology of optical sorters was used to measure the ‘external appearance quality’ of the objects being sorted, in order to identify and remove defectives or irregular products. However, demand for measuring ‘internal quality’ and to sort by material type is increasing, for example, waste plastic sorting and agricultural product sorting measuring specific constituents such as carbohydrate and protein, functional ingredients and hazardous constituents. It is expected that the solution to these requirements will involve optical sorters using infrared rays, X-rays or the Raman spectrometric method, and hyper spectral cameras which can detect multiple wavelengths instantaneously.
In the wheat milling industry, there is a demand for optical sorters which can discriminate and reject Fusarium damaged wheat kernels efficiently and which can sort wheat kernels by protein content. Satake is continually developing and manufacturing quality and highly functional sorting equipment using state-of-the-art technology to respond to the various demands of their customers.
Read the magazine HERE.
The Global Miller
This blog is maintained by The Global Miller staff and is supported by the magazine GFMT
which is published by Perendale Publishers Limited.
For additional daily news from milling around the world: global-milling.com
No comments:
Post a Comment